矿山渣浆泵 高效输送的坚实后盾与关键技术解析

矿山渣浆泵作为矿山、冶金、煤炭、电力等工业领域的关键输送设备,承担着输送含有固体颗粒(如矿石、尾矿、煤渣、灰渣等)的高浓度、高磨蚀性浆体的重任。其性能的优劣直接关系到生产流程的连续性、效率及运营成本。本文将深入解析矿山渣浆泵的工作原理、核心结构、关键技术特点、选型要点及其在现代矿业中的重要作用。
一、 工作原理与核心结构
矿山渣浆泵属于离心泵的一种。其核心工作原理是利用高速旋转的叶轮产生的离心力,使浆体获得动能和压能,从而实现从吸入管到排出管的输送。与输送清水的水泵相比,渣浆泵在设计上必须重点应对固体颗粒带来的磨损、堵塞和效率下降等挑战。
其主要结构部件包括:
- 泵壳(蜗壳):通常采用重型设计,内部流道经过优化,以降低流速、减少湍流,从而减轻磨损。材质多为高铬铸铁、橡胶或聚氨酯等耐磨材料。
- 叶轮:渣浆泵的“心脏”。多为开放式或半开放式叶轮,叶片数量较少、流道宽大,以防止固体颗粒堵塞。叶轮材质需具备极高的耐磨性和抗冲击性,常见材料有高铬合金(Cr27)、橡胶衬里等。
- 轴封系统:这是防止浆体泄漏的关键。常见形式包括填料密封、副叶轮动力密封以及更先进的机械密封(尤其适用于有毒、有害浆体),需根据介质特性选择。
- 轴与轴承组件:采用重型轴和大型轴承,以承受叶轮的不平衡载荷和泵的径向/轴向力,确保运行稳定。
- 衬里:在泵壳内壁和易磨损部位加装可更换的耐磨衬板(如橡胶衬板、陶瓷衬板),极大延长了泵体的使用寿命。
二、 关键技术特点
- 卓越的耐磨蚀性:通过采用高硬度合金、弹性橡胶或复合材料,以及优化的水力设计,最大限度抵抗固体颗粒的切削、凿削和腐蚀。
- 强大的通过能力:宽大的流道和特殊的叶轮设计允许泵送含有大颗粒(尺寸可达泵出口直径的20%-80%)和高浓度(固体重量浓度可达60%以上)的浆体。
- 高扬程与高效率:现代渣浆泵通过精密的水力模型设计,在保证抗磨性的也能实现较高的输送扬程和运行效率,降低能耗。
- 可靠的密封与长寿命:先进的密封技术和重型轴承布置,确保了在恶劣工况下的长周期无故障运行,减少了维护频率和停机时间。
- 灵活的配置与维护便捷性:模块化设计使得易损件(如衬板、叶轮)更换方便快捷,部分泵型还可根据工况调整叶轮转速或更换不同材质部件。
三、 选型与应用要点
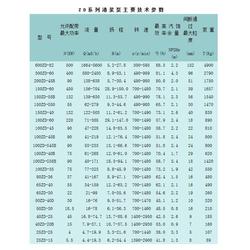
选择合适的渣浆泵是确保系统经济高效运行的前提。主要选型参数包括:
- 浆体特性:固体颗粒的粒径分布、密度、硬度、浓度及浆体的酸碱度(pH值)。
- 工况参数:所需流量(Q)、总扬程(H)、工作温度及安装环境(如海拔)。
- 泵的材质:根据浆体的磨蚀性和腐蚀性,选择金属(高铬铸铁、双相不锈钢等)或非金属(橡胶、聚氨酯)材质。
- 泵型与转速:确定是重型、中型还是轻型渣浆泵,以及适宜的转速(通常采用较低转速以减轻磨损)。
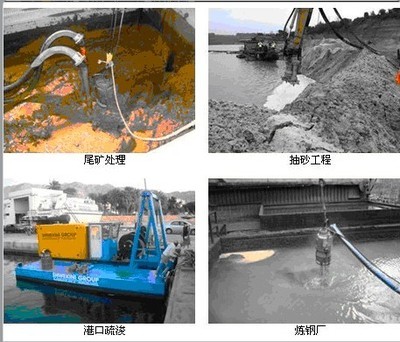
在矿山行业中,渣浆泵广泛应用于:
- 选矿厂:输送原矿浆、精矿浆、尾矿浆。
- 采矿作业:坑内排水、水砂充填输送。
- 煤化工与电厂:输送煤浆、灰渣、脱硫浆液。
- 疏浚工程:河道、港口的清淤作业。
四、 发展趋势与展望
随着矿山智能化、绿色化发展,渣浆泵技术正朝着以下方向演进:
- 智能化与状态监测:集成传感器,实时监测泵的振动、温度、压力及效率,实现预测性维护,避免意外停机。
- 新材料应用:如更耐磨的陶瓷复合材料、高性能聚合物,以进一步提升寿命和适用范围。
- 高效节能:通过CFD(计算流体动力学)优化水力模型,持续提升泵的效率,降低“吨矿输送能耗”。
- 定制化与模块化:针对特定工况提供更精准的定制解决方案,同时增强部件的通用性和互换性,降低备件库存成本。
###
矿山渣浆泵虽非生产线的“主角”,却是保障整个物料输送系统顺畅运行的“无名英雄”。其技术的进步直接推动了矿山行业向着更高效、更可靠、更环保的方向发展。正确选型、合理使用与科学维护,方能最大化发挥其效能,为矿山企业的稳定生产和降本增效提供坚实保障。